




2. 北京理工大学 光电学院, 北京 100081;
3. 中国科学院 上海光学精密机械研究所 信息光学与光电技术实验室, 上海 201800;
4. 四川大学 电子信息学院, 四川 成都 610064
2. School of Optoelectronics, Beijing Institute of Technology, Beijing 100081, P. R. China;
3. Laboratory of Information Optics and Optoelectronic Technology, Shanghai Institute of Optics and Fine Mechanics, Chinese Academy of Sciences, Shanghai 201800, P. R. China;
4. School of Electronics Information and Engineering, Sichuan University, Chengdu 610064, Sichuan, P. R. China
结构光三维测量[1]以其高精度、高分辨率、非接触等优点在大尺寸空间三维测量方面表现出强大的应用潜力。在结构光三维测量的过程中,由于摄像机视觉传感器的视场范围有限或被测表面相互遮挡等原因,其可测量的区域范围是有限的,只能测量待测表面区域部分的三维形貌,不能通过单次测量获得大尺寸空间待测物体的整体三维信息。为了获取物体高精度高分辨率的整体三维信息,特别是大尺寸空间特征的物体,需要将待测表面划分成多个测量区域,采用结构光技术对待测物体从不同角度进行多次扫描,利用每次扫描的三维数据信息进行融合,可实现大尺寸空间高精度高分辨率三维形貌测量的艰巨任务[2-3]。典型的三维融合方案包括序列匹配[4]、机械手传感和近景摄影测量全局坐标系定位[5]。序列匹配以两两视角测试数据的重叠区域为数据源,在完成全局数据融合的过程中存在误差传播和累计,不适合大尺寸空间高精度三维测量的目的;机械手传感需要配备昂贵的机械手视觉传感器,并完成高精度的手眼标定步骤;近景摄影测量全局定位可以平均分配各个视场三维数据的融合误差,使融合结果达到全局最优,且不受不同视角测量区域重叠的限制,因而在实际大尺寸三维测量中得到广泛的应用[6-7]。
以数字摄像机为主要组成部分的近景摄影测量,其测量精度高、操作简单、设备易携带。近景摄影测量的优势主要在于大尺寸高精度,但可测量的点数离散有限,空间分辨率不高;结构光三维测量的优势在于高精度高分辨率,但可测量的尺寸有限。将结构光三维测量与近景摄影测量的优势相结合,互为补充,成为当前大尺寸高精度高分辨率三维测量的有效手段[8]。目前, 国内结构光三维测量单次获取三维数据的研究已经取得较大的进展。天津大学叶声华院士开发白车车身视觉检测系统并应用到国内汽车制造业[9];北京航空航天大学张广军院士开展了激光视觉在线动态测量[10];四川大学苏显渝教授开展了结构光三维动态测量的研究[11];深圳大学彭翔教授结合近景摄影测量与光学条纹投影测量,开展了大尺寸薄壳物体表面检测的研究[12];国防科技大学张小虎研究员将扫描线结构光应用于堆场沙盘形貌三维测量的研究[13], 等等。在实现大尺寸空间三维坐标测量方面,天津大学邾继贵教授研究组提出利用建立超大尺寸精密坐标控制网实现三维数据融合[14]。
近年来,随着现代工业技术的发展,工业界利用结构光与摄影测量配合使用,实现大尺寸高精度高分辨率三维测量目标的解决方案,如德国GOM公司的ATOS-TRIIOP系统、德国AICON 3D公司的stereoSCAN-DPA系统等。其均采用近景摄影测量进行全局参考坐标系定位[15, 16],在待测大尺寸物体上粘贴编码与非编码反光标记点,然后利用标记点三维坐标确定的世界坐标系进行结构光单次三维测量数据融合。但是,在集成近景摄影测量与结构光三维测量的方案中,需要将一定数量的粘性标记点粘贴在被测物体上,而在进行特殊或极端情况下的大尺寸空间三维测量时,如大型文化遗产保护、大型高温测试物体等,贴标记点可能会存在一系列缺点与限制。如在待测物体上粘贴和取出标记点比较耗时;粘贴标记点处可能是需要测量的重要部位,无法得到测量数据;粘贴标记点可能会损伤待测物体表面;待测物体表面可能无法粘贴标记点等。在被测大空间贴粘标记点,不能实现真正意义上的非接触式无损测量。因此,对大尺寸空间待测物体舍弃粘贴标记点的步骤,完成真正意义上的大尺寸空间高精度高分辨率三维测量任务,成为结构光三维测量领域亟待解决的关键问题。
为了解决以上问题,本文采用反向摄影追踪结构光三维测量系统完成三维数据融合,提出在结构光三维测量系统上安装辅助的反向摄影像机,此反向摄影像机与结构光系统的视场方向相反。在结构光测量系统进行大尺寸物体局部三维数据单次测量时,使反向摄影像机反向观测作为定向靶标的大型液晶显示器,根据反向摄影像机对定向靶标的多次成像约束,采用光束法平差统一优化多视角反向摄影像机与定向靶标的位姿;在反向摄影像机与结构光系统相对位姿标定的情况下,以反向摄像机作为位姿传递中介,将所有单次测量的三维数据统一在液晶显示器定位靶标坐标下,实现多视场的反向摄影追踪数据融合,以实现大尺寸空间高精度高分辨率三维测量的目的。作为定向标靶的液晶显示器用来显示光学条纹图像,根据傅里叶条纹分析解调的截断相位完成高精度的亚像素特征点定位,提供反向摄影追踪位姿评估所需的控制点[17]。
1 反向摄影结构光三维测量基本原理结构光三维测量是利用编码条纹结构光投影到待测物体表面,通过摄像机拍摄待测表面上的变形条纹,对变形条纹携带的丰富的相位信息进行分析,在测量系统高精度标定的情况下,获取待测表面的三维形貌。采用单投影仪双摄像机的结构光测量系统,通过条纹携带的绝对相位信息搜索双摄像机系统的共轭同名点,根据摄像机成像模型三角交会测量待测物体的三维坐标。结构光三维测量的核心技术包括摄像机标定、位姿评估、光学条纹解相位、极线约束匹配同名点、光线三角交会。为了获取精度更高的测量三维点坐标,采用光束法平差,同时优化标定与测量结果[18]。
反向摄影结构光三维测量是为了完成无标记点的大尺寸空间高精度高分辨率三维测量任务。如图 1所示,为了将结构光单次获取的大尺寸物体子区域三维数据拼接成整体三维数据,需要将各个子区域获取的点云在不同位姿的辅助下完成坐标系的统一。在结构光系统的背面安装反向的辅助摄像机,由于反向摄像机与结构光系统的位姿固定,将结构光系统子区域测量时的不同位姿经反向摄像机传递到统一的坐标系下。为了建立统一的坐标系,在测量场景反向摄像机视场范围内引入大型液晶显示器作为靶标。在液晶显示器上显示光学条纹图像,通过相位分析,完成高精度的图像亚像素特征点定位,有助于完成高精度的位姿估计。

|
图 1 反向摄影结构光三维测量示意图 Fig.1 Schematic diagram of structured light with inverse photography |
在结构光系统进行子区域测量时,反向摄影像机随之移动,观测作为定向靶标的液晶显示器,完成反向摄影像机在各个子位置相对于液晶靶标的位姿评估。单独子位置的位姿需在反向摄像机内参数标定的情况下进行,且具有独立性特征,其评估可避免误差累计传播。将反向摄像机的内参数与其各个子位置的位姿评估用统一光束法平差优化,获取误差协方差最小的各个子位置位姿。在反向摄影像机的辅助下,将各个测量子区域的三维数据统一在作为全局坐标系的液晶显示器靶标下,完成大尺寸三维测量数据的整体拼接。因此,反向摄像机与其视场方向相反的结构光系统之间的位姿评估成为反向摄影结构光三维测量的关键。
2 反向摄影结构光三维测量系统标定反向摄影结构光系统标定包括反向摄像机位姿标定、结构光系统标定、反向摄像机与结构光系统位姿标定。反向摄影结构光三维测量系统标定的参数主要包括所有摄像机的内参数,采用主点、等效焦距和畸变系数来描述图像传感器的内部几何和光学属性;摄像机的位姿采用旋转矩阵和平移矢量描述。
2.1 基于傅里叶条纹分析的亚像素特征点定位图像特征点的精确定位是实现高精度标定的基础。随着液晶显示技术的发展,液晶显示器平板的平面性得到可靠的保证。由摄像机获取的光学条纹图像包含丰富的相位信息, 根据条纹图的相位分布,完成特征点的亚像素定位。以条纹最亮处的图像点为特征点,根据最亮点相位为零的特点进行初定位;然后通过直线拟合寻找特征点亚像素图像坐标。图 2为一幅图像特征点的示意图。

|
图 2 傅里叶条纹分析特征点示意图 Fig.2 Schematic diagram of Fourier fringe analysis |
基于傅里叶条纹分析的特征点亚像素定位具有以下优点:第一,特征点的位置信息不是以普通的图像强度信息作为载体,而是隐含在条纹图像的相位信息里面;第二,特征点亚像素定位过程可以借助于普通的液晶显示器完成,无需格外制造辅助标靶;第三,傅立叶条纹分析只需单帧获取条纹图像。基于傅里叶条纹分析的高精度亚像素特征点定位技术有助于完成摄像机标定与摄像机位姿评估。
2.2 反向摄像机标定反向摄像机标定的主要参数是反向摄像机相对于作为靶标大型液晶显示器的位姿。在摄像机内参数标定的前提下,其过程可以归结为摄像机相对于平面靶标的各个子位置位姿的逐次标定。但考虑到逐次标定在子区域测量拼接时的累计误差,采用了摄像机内参数与外参数统一标定的策略。其主要优势在于光束法平差优化在标定过程中的参数统一优化特点,能极大可能地削弱摄像机噪声和内参数评估不稳定对反向摄像机相对于液晶显示器位姿统一评估的影响。摄像机成像模型是通过一系列参数近似描述物理成像过程,采用考虑像差的非线性像机模型描述成像关系,即基于中心透视投影的线性像机模型加上引起镜头畸变的像差中心透视投影模型,如图 3所示,用投影矩阵描述空间三维坐标和成像二维坐标的关系。设空间点P在世界坐标系中的坐标为[X, Y, Z]T,其图像点在摄像机坐标系中的坐标为p=[x0, y0]T。

|
图 3 中心透视投影成像模型 Fig.3 Central perspective projection imaging model |
中心透视投影成像关系可以用齐次坐标表示为:

|
(1) |
其中,λ为比例因子。
投影矩阵为
|
(2) |
式中k0, k1, k2, k3, k4表示畸变系数,[xd, yd]为归一化图像坐标。投影矩阵M为3×4齐次矩阵,其矩阵元对应于摄像机参数,可以通过对投影矩阵M分解,得到具体内外参数的线性解。
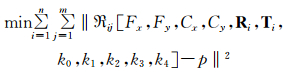
线性解是基于多平面成像单应性质的线性最小二乘法,其数学上的意义是代数距离最小,即范数最小,没有物理意义。实际应用中,由于传感器噪声的普遍存在,需要对线性求解的参数进行优化。光束法平差理论体系完整,模型参数齐全,处理精度高,是从观测值高精度的获得参数评估值的基本方法。光束法平差的物理过程可以用图 4描述,通过对成像光线整体调整,使所有对应的物点、光心、同名像点共线,重投影误差最小。在摄像机标定过程中,由于没有待测点,只是通过光束调整,即摄像机的主点、等效焦距、畸变系数、旋转矩阵和平移矢量同时调整,使重投影误差最小。因而,通过光束法平差获取的反向摄像机相对于大型液晶显示器的位姿评估具有高精度和全局统一误差最小的优点,便于对参量进行优化和整合,达到参数估计最优化。在对摄像机标定过程中,光束法平差的目标为
|
(3) |
其中,

|
图 4 光束平差法示意图 Fig.4 Schematic diagram of Bundle adjustment |
在双目视觉中引入投影仪是为了增强待测表面纹理, 以实现高精度高分辨率的同名点匹配。双目视觉结构光实现三维测量的前提是双摄像机内外参数的标定,在双目视觉视场范围内引入平面标定板,双摄像机同时对平面标定板多次成像,同时完成双摄像机的内参数和外参数的标定。由于大型液晶显示器显示的光学条纹信息可提供高精度多数目的亚像素特征点,采用液晶显示器作为标定靶,有利于高精度的结构光系统标定。
对结构光系统标定的本质和过程与反向摄像机的标定本质一致。通过对结构光系统左右两个摄像机的内外参数进行同时标定,可获取结构光左右摄像机的内参数与它们各自相对于靶标的外参数位姿。设结构光系统的左右两个摄像机外参数标定结果为Rl, Tl, Rr, Tr,以左摄像机作为结构光系统的基准坐标系,则两个摄像机之间的相对位姿为

|
(4) |
目前,双目视觉结构光系统的标定已发展成熟。
2.4 结构光系统与反向摄像机位姿标定结构光系统与反向摄像机位姿标定的实现是高精度反向摄影结构光三维测量的关键,其标定的难点在于结构光与反向摄像机无公共视场。目前,反向摄像机位姿评估[19]和结构光系统标定均可达到高精度的要求;结构光与反向摄像机位姿是实现结构光三维测量数据传递到液晶显示器靶标坐标系下的中介,其标定精度直接关系到三维数据整体融合的精度。由于反向摄像机相对于液晶靶标的位姿评估较为简便,将结构光的左摄像机定义为结构光系统的基准坐标系,结构光系统与反向摄像机位姿标定转化为结构光左摄像机与不在其视场范围内的大型液晶显示器之间的位姿标定, 如图 5所示。

|
图 5 结构光系统与反向摄像机位姿标定示意图 Fig.5 Schematic diagram of pose estimation between structured light and inverse camera |
由于大型液晶显示器不在摄像机的视场范围内,在标定场景内引入辅助平面镜,将液晶显示器反射到摄像机视场范围内成像,构建反射投影成像模型[20]。采用镜面反射辅助完成标定的方案包括两种:带标记点和不带标记点平面镜反射标定。在带标记点平面镜反射标定过程中,如图 6所示,标记点之间的位置坐标需经过高精度测量,在标记点的辅助下,评估标记点平面镜在摄像机坐标系下的位姿。在反射投影成像模型中,摄像机对LCD在标记点镜面的虚拟镜像成像,评估虚拟镜像与摄像机之间的位姿;由于LCD与其虚拟镜像关于标记点平面镜对称,经过一次成像,可完成摄像机与不在其视场范围内的LCD之间位姿评估。其缺点是标记点之间的位置必须经过高精度定位。

|
图 6 带标记点平面镜反射标定 Fig.6 Planar reflection calibration with markers |
为了省去标记点带来的缺点与限制,采用无标记点平面镜自由反射LCD 3次以上[21],根据摄像机对LCD在平面镜中的镜像成像和平面镜中的虚拟摄像机对LCD成像的一致性约束构建线性方程,完成摄像机与不在其视场范围内的LCD之间位姿线性解评估,如图 7所示。为进一步提高评估精度,采用光束法平差优化位姿。利用平面镜反射完成标定方案中,其标定结果的精度部分依赖于平面镜本身的属性,如镜子平面度和镜子玻璃的折射等。

|
图 7 无标记点平面镜反射标定 Fig.7 Planar reflection calibration without markers |
位姿传递是指利用中间位姿将未知几何关系的坐标系之间的位姿联系起来[22]。如图 8所示,系统标定的目标是标定确定世界坐标系的液晶显示LCD1和测量摄像机Camera1之间的几何位姿。LCD1不直接出现在测量摄像机Camera1的视场范围内,引入辅助液晶显示器LCD2并使其出现在测量摄像机Camera1的视场范围内;引入辅助摄像机Camera2, 并使其能同时观测到两个液晶显示器LCD1和LCD2。通过估计Camera2与LCD2、LCD1和Camera1与LCD2之间的位姿,利用位姿传递的概念,完成条纹反射三维测量系统的几何标定。在此标定方案中,对某一位置的液晶显示器LCD1而言,可以通过多次改变辅助液晶显示器LCD2的位置,多次平均来提高系统标定的精度。

|
图 8 位姿传递几何标定 Fig.8 Pose transfer geometrical calibration |
将结构光局部三维测量数据统一在相同的坐标系下,可完成所有局部测量三维数据的全局统一配准。通常,采用最邻近点迭代寻找各个局部三维点云之间的位姿,然后将所有局部三维测量数据进行序列配准[5]。对于小尺寸物体而言,序列配准可完成整体三维数据配准,但对于大尺寸空间物体三维测量,序列配准会导致误差的累计传播,当误差传播达到一定的程度,会导致局部测量三维数据的分层,无法获取整个物体的三维数据。
反向摄影结构光三维测量利用位姿传递,将各个局部三维测量数据之间的位姿独立统一在液晶显示器靶标坐标系下。采用光束法平差统一优化各个独立的局部三维测量数据位姿,可避免配准过程中的误差累计。反向摄影结构光三维测量系统的位姿传递关系如图 9所示,图中的箭头表示相对位姿传播的方向。

|
图 9 反向摄影结构光三维测量系统的位姿传递关系 Fig.9 Pose transfer relationship between structured light with inverse photography |
定义反向摄像机与结构光系统标定的结果为R, T,结构光左摄像机相对于标定板的位姿Rl, Tl,那么,各个子测量三维数据到反向摄影像机的位姿为R0, T0:

|
(5) |
定义结构光各个局部测量的三维数据点云为Xi。那么,各个局部测量的三维数据点云在反向摄像机坐标系下的坐标为:

|
(6) |
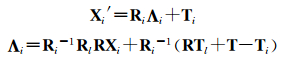
定义反向摄像机与液晶显示器的位姿为Ri, Ti, 那么,各个局部测量的三维点云在液晶显示器下的坐标Λi满足如下关系:
|
(7) |
各个局部测量的三维数据点云到液晶显示器下的旋转矩阵为R=Ri-1RlR,平移向量为Γ=Ri-1(RTl+T-Ti)。
不同视角的局部三维测量数据均统一在液晶显示器坐标系下,可完成物体的整体三维点云数据测量,通过点云处理,构建物体的整体三维模型。由方程11可知,反向摄像机位姿标定、结构光系统标定、反向摄像机与结构光系统位姿标定均存在一定程度的评估误差,因而不同视角测量的子区域数据在完成配准的时候均存在误差累计传播。其中,反向摄像机各个视角的位姿标定相互独立,结构光系统标定误差固定,反向摄像机与结构光系统位姿标定固定,误差累计为三级,误差累计程度不高[23]。
利用Matlab数值软件对描述的转换关系进行模拟,分析各个子系统位姿标定对整体配准精度的影响。在仿真实验中,各个给定的子系统位姿关系满足反向摄影结构光测量系统关系,然后分别独立产生三组欧氏旋转角与平移向量,合成理想的位姿配准关系。模拟各个子系统位姿标定对整体配准精度的影响时,对9个欧氏旋转角和9个平移矢量施加一定程度的噪声,研究各个子系统位姿评估噪声对于整体配准的欧氏旋转角和平移矢量的影响,仿真曲线中的每一个点是500次模拟求误差平均的结果。为了描述误差影响状况,分别定义欧氏旋转角和平移矢量的相对误差为

|
(8) |
图 10左图描述了各级欧式旋转角评估关于R对应配准欧式旋转角的误差累计,横坐标为弧度,Ri对应的欧式旋转角误差对R的一级误差累计影响,Ri, Rl对应的欧式旋转角误差对R的二级误差传播累计影响,Ri, Rl,R对应的欧式旋转角误差对R的三级误差传播累计影响。与此对应,图 10右图描述了各级平移矢量评估关于Γ对应配准平移矢量的误差累计效果。图 10的横坐标表示施加的噪声方差。图 10曲线表明,各级欧氏旋转角对配准旋转角,以及各级平移矢量对配准平移矢量是与各级误差方差成近似线性关系;随着误差级次的增加,其影响程度也相应的增加;由于关于Ri的误差累计存在矩阵求逆的操作,因而其影响大于其他误差的影响。总之,在反向摄影结构光三维测量系统中,各个子系统的位姿评估精度决定着最终的局部三维测量数据的配准精度,有效提高其评估精度,成为其提高整个配准精度的关键。

|
图 10 各级欧氏旋转角对配准欧氏旋转角和平移矢量的影响 Fig.10 The influence of Euler rotation angle on registering Euler rotation angle and translation vector |
由于多视角结构光三维测量点云密度和非稳定性特征不一致,其测量数据在整体统一配准时存在一定程度的误差扩散,导致整体数据配准效果欠佳。考虑不同视角测量结果的非稳性特征,结合三维数据配准方程,将不同视角三维测量的非稳性特征与配准状态方程统一为卡尔曼滤波状态方程,有利于协同优化抑制测量非稳性对三维数据整体统一配准融合的影响。多视角结构光三维测量的非稳性特征采用协方差矩阵描述,其测量点云构成的自由曲面由B样条基函数表征。B样条表面广泛应用于产品设计与制造,能够表征自由曲面。3次B样条曲面的张量积形式表示为:

|
(9) |
Bi(x) 和Bj(y) 分别是x和y方向的基函数,Pij是自由曲面控制顶点。因此,B样条曲面可写成矩阵的形式:

|
(10) |
其可看成三维数据的测量方程,其中S=[s1, …sk, …sm]T,P=[p1, …pk, …pm]T,sk=[sxk, syk, szk]T,pk=[pxk, pyk, pzk]T,B是B样条基函数矩阵。ε是三维测量噪声,满足ε~N(0, Γ) 概率分布。
卡尔曼滤波是在已知系统和测量的数学模型[24]、测量噪声统计特征及系统状态初始值的情况下,利用输出信号的测量数据非稳性特征和系统模型方程获得系统状态变量和输入信号的最优估计值。在卡尔曼滤波理论框架下,作为控制点创建双3次B样条曲面的结构光三维测量值sk和其测量值的协方差矩阵Λ,属于卡尔曼滤波测量模型的外部观测值,B是卡尔曼滤波的测量矩阵。那么,卡尔曼滤波器的增益为:

|
(11) |
Kl是滤波迭代中的第l步卡尔曼增益,Λl|l-1是滤波迭代中的第l-1步曲面三维点协方差矩阵,Γl是第l步测量噪声方差。曲面三维点和相应的协方差矩阵预测方程为:
|
(12) |
卡尔曼滤波是一种包含描述非稳特征协方差矩阵最优化的递归融合算法,如图 11所示[25],多视角结构光三维测量数据配准和融合的过程描述下:给定结构光三维测量点云 (Q0, Q1, …, Qi, …Qr) 与相应的协方差矩阵 (Λ0, Λ1, …, Λi, …Λr),以某一测量点云确定的坐标系为基准坐标系。将不同位置的三维测量点云配准到基准坐标系下,对融合的三维点云进行精简并采用卡尔曼滤波器完成三维数据融合。卡尔曼滤波三维数据融合的优点在于考虑了三维测量数据的非稳定性特征,在配准和融合的过程中有效地抑制了三维测量非稳定性对最终曲面构造的影响。

|
图 11 多视角结构光三维测量数据配准和融合过程 Fig.11 The process of multi-view structured light 3D measurement registration and fusion |
大尺寸空间高精度高分辨率三维测量近年来有着广泛的应用。当前有效的测量方案集成近景摄影测量大尺寸高精度与结构光测量高精度高分辨率的优势,但需在待测物体表面粘贴标记点,具有一定的应用限制。本文从理论上分析了反向摄影结构光三维成像的可行性。与普通集成近景摄影测量与结构光三维测量系统方案相比,反向摄影结构光三维测量技术体现了信息反向传递的优点,且反向摄影位姿评估运用光束法平差实现反向摄影位姿误差控制,特别是针对大尺寸三维数据测量,减少了三维数据融合时的误差累计传播的级次,具有一定的优势。
致谢 此文工作的主要部分是作者在四川大学计算机学院视觉合成与图形图像国防重点学科实验室从事博士后研究期间的成果,在此对川大智胜软件股份有限公司提供实验场景与实验器材表示感谢。| [1] |
叶声华, 邾继贵, 张滋黎, 周虎, 郭磊. 大空间坐标尺寸测量研究的现状与发展[J]. 计量学报, 2008, 29(4A): 1–6.
Ye S H, Zhu J G, Zhang Z L, Zhou H, Guo L. Status and development of large-scale coordinate measurement research[J]. Acta Metrological Sonica, 2008, 29(4A): 1–6. |
| [2] |
苏显渝, 张启灿, 陈文静. 结构光三维成像技术[J]. 中国激光, 2014, 41(2): 0209001.
Su X Y, Zhang Q C, Chen W J. Three-dimensional imaging based on structured illumination[J]. Chinese Journal of Lasers, 2014, 41(2): 0209001. DOI:10.3788/CJL |
| [3] |
彭翔, 殷永凯, 刘晓利, 李阿蒙.基于相位辅助的三维数字成像与测量[J].光学学报, 2011, 31(9):0900120.
Peng X, Yin Y K, Liu X L. Phase-aided three-dimensional imaging and metrology[J]. Acta Optica Sinica, 2011, 31(9):0900120. http://www.cnki.com.cn/Article/CJFDTotal-GXXB201109024.htm |
| [4] |
宋万忠, 苏显渝, 游志胜. 相位测量轮廓术中的距离像配准[J]. 光电工程, 2004, 31(4): 42–45.
Song W Z, Su X Y, You Z S. Registration algorithm of range images in phase-measuring profilometry[J]. Opto-Electronic Engineering, 2004, 31(4): 42–45. |
| [5] |
邾继贵, 郭磊, 叶声华. 现场条件下大空间三维精密定位原理与方法[J]. 光学学报, 2009, 29(7): 1872–1876.
Zhu J G, Guo L, Ye S H. Principle and implementation method of three-dimensional precision positioning in large field working space[J]. Acta Optica Sinica, 2009, 29(7): 1872–1876. DOI:10.3788/AOS |
| [6] | Fraser C S, Cronk S. A hybrid measurement approach for close-range photogrammetry[J]. Journal of Photogrammetry and Remote Sensing, 2009, 64(3): 328–333. DOI:10.1016/j.isprsjprs.2008.09.009 |
| [7] | Luhmann T. Close range photogrammetry for industrial applications[J]. Journal of Photogrammetry and Remote Sensing, 2010, 65(6): 558–569. DOI:10.1016/j.isprsjprs.2010.06.003 |
| [8] |
邾继贵, 郭磊, 林佳睿, 邹剑, 叶声华. 大型空间复杂曲面无干扰精密测量方法[J]. 光学学报, 2010, 30(12): 3524–3529.
Zhu J, Guo L, Lin J R, Zou J, Ye S H. Non-Intrusive precise measuring method of large complex surface[J]. Acta Optica Sinica, 2010, 30(12): 3524–3529. DOI:10.3788/AOS |
| [9] |
薛婷, 吴斌, 叶声华. 白车身视觉检测系统中视觉传感器的可修复技术[J]. 机械工程学报, 2009, 45(2): 238–242.
Xue T, Wu B, Ye S H. Reparability technology of vision sensor in body-in-white visual inspection system[J]. Journal of Mechanical Engineering, 2009, 45(2): 238–242. DOI:10.3901/JME.2009.02.238 |
| [10] |
孙军华, 刘震, 张广军, 魏振忠, 江洁.基于柔性立体靶标的摄像机标定[J].光学学报, 29(12):3433-3438.
Sun J H, Liu Z, Zhang G J, Wei Z Z, Jiang J. Camera calibration based on flexible 3D target[J]. Acta Optica Sinica, 2009, 29(12):3433-3438. http://www.cnki.com.cn/Article/CJFDTotal-GXXB200912036.htm |
| [11] |
张启灿, 苏显渝. 动态三维面形测量的研究进展[J]. 激光与光电子进展, 2013, 50: 010001.
Zhang Q C, Su X Y. Research progress of dynamic three-dimensional shape measurement[J]. Laser & Optoelectro-nics Progress, 2013, 50: 010001. |
| [12] |
刘晓利, 彭翔, 殷永凯, 李阿蒙, 张承功, 何懂. 大尺寸薄壳物体表面的三维光学自动检测[J]. 光学学报, 2011, 31(3): 120–126.
Liu X L, Peng X, Yin Y K, Li AM, Zhang C G, He D. 3D auto-inspection for large thin-wall object[J]. Acta Optica Sinica, 2011, 31(3): 120–126. |
| [13] |
张小虎, 欧建良, 苑云, 朱肇昆, 于起峰.投影轮廓线辅助下的堆场三维形貌摄影测量研究[J].光学学报, 2011, 31(6):06120021.
Zhang X H, Ou J L, Yuan Y, Ma Q H, Zhu Z K, Yu Q F. Stack-yard 3D measurement based on photogrammetry and projected contour aiding[J]. Acta Optica Sinica, 2011, 31(6):06120021. http://www.cnki.com.cn/Article/CJFDTotal-GXXB201106019.htm |
| [14] |
林嘉睿, 邾继贵, 郭寅, 郭庭航, 叶声华. 现场大空间测量中精密三维坐标控制网的建立[J]. 机械工程学报, 2012, 48(4): 6–11.
Lin J R, Zhu J G, Guo Y, Guo T H, Ye S H. Establishment of precise three-dimensional coordinate control network in field large-space measurement[J]. Journal of Mechanical Engineering, 2012, 48(4): 6–11. DOI:10.3901/JME.2012.04.006 |
| [15] | Luhmann T. 3D imaging:how to achieve highest accuracy[C]. Proceedings of SPIE, 2011, 8085:808502. |
| [16] | Bosemann W. Industrial photogrammetry:challenges and Opportunities[C]. Proceedings of SPIE, 2011, 8085:80850H. |
| [17] |
刘元坤, 苏显渝. 基于傅里叶条纹分析的摄像机标定[J]. 四川大学学报, 2007, 39(6): 149–156.
Liu Y K, Su X Y. A new camera calibration technique using FTPM method[J]. Journal of Sichuan University, 2007, 39(6): 149–156. |
| [18] | Xiao Y L, Xue J P, Su X Y. Robust self-calibration three-dimensional shape measurement in fringe-projection photogrammetry[J]. Optics Letters, 2013, 38(5): 694–696. DOI:10.1364/OL.38.000694 |
| [19] |
肖永亮, 苏显渝, 薛俊鹏, 刘晓青. 基于凸松弛全局优化算法的视觉测量位姿估计[J]. 光电子·激光, 2011, 22(9): 1384–1389.
Xiao Y L, Su X Y, Xue J P, Liu X Q. Pose estimation based on convex-relaxation global optimization algorithm in videogrammetry[J]. Journal of Optoelectronics·Laser, 2011, 22(9): 1384–1389. |
| [20] |
肖永亮, 苏显渝, 陈文静. 基于自由镜面反射位姿评估的条纹反射摄影测量[J]. 光学学报, 2012, 32(5): 78–85.
Xiao Y L, Su X Y, Chen W J. Fringe reflection photogrammetry based on pose estimation with free planar mirror reflection[J]. Acta Optica Sinica, 2012, 32(5): 78–85. |
| [21] | Xiao Y L, Su X Y, Chen W J. Flexible geometrical calibration for fringe-reflection 3D measurement[J]. Optics Letters, 2012, 37(4): 620–622. DOI:10.1364/OL.37.000620 |
| [22] | Xiao Y L, Su X Y, You Z S. Pose transfer geometrical calibration for fringe-reflection optical three-dimensional measurement[J]. Optics Communications, 2013, 305: 143–146. DOI:10.1016/j.optcom.2013.04.060 |
| [23] |
于起峰, 尚洋, 伏思华, 杨夏. 大型结构变形及形貌摄像测量技术研究进展[J]. 实验力学, 2011, 26(5): 479–490.
Yu Q F, Shang Y, Fu S H, Yang X. Development of videometrics for large-scale structural deformation and topography measurement[J]. Journal of Experimental Mechanics, 2011, 26(5): 479–490. |
| [24] | Zhu Y M, You Z S, Zhao J, Zhang K S, Li X R. The Optimality for the distributed Kalman Filtering Fusion with feedback[J]. Automatica, 2011, 37: 1489–1493. |
| [25] | Huang Y, Qian X, Chen S. Multi-sensor calibration through iterative registration and fusion[J]. Computer-Aid Design, 2009, 41: 240–255. DOI:10.1016/j.cad.2008.10.003 |